"Esta entrada esta escrita parcialmente en ingles, si quieres entenderla tomate tu tiempo, no es muy difícil"
For the construction of the body are normally used steel plates of different qualities. The body sheet thicknesses typically range between 0.5 and 3 mm. However, the main part of the sheet up from 0.8 to 1.0 mm. The steel exhibits excellent mechanical characteristics relating to rigidity, strength and suitability for plastic forming machining, besides being relatively inexpensive to obtain. To improve their mechanical or chemical, steel is a good basis for specific alloys, and also supports different mechanical or chemical treatments.
Regardless of coating, steels major types applicable in the automotive world can be classified into:
º Aceros de conformación en frió convencionales.
º Aceros de alto limite elástico (HSS).
º Aceros laminados en caliente y decapados.
Most currently used are conventional steels (with or without coating), but very important there is a tendency to use steel which provide greater rigidity to the structure and greater resistance to deformation.
These steels are known as high yield strength. The use of these steels can offer optimized structures, achieving better designs, models in service more responsive, more rigid, safe for the reply against impact and lighter.
Entre los aceros HSS más importantes se encuentran:
º Aceros microaleados (de alta resistencia y baja aleación).
º Aceros fase dual.
Un acero de fase dual de baja aleación que se puede soldar, de ultra elevada resistencia con excelente tenacidad a la temperatura criogénica en la placa de fondo y en la zona afectada por calor (haz) cuando se suelda, teniendo una resistencia a la tensión mayor de 830 mpa (120 ksi) y una microestructura que comprende una fase ferrita (14) y una segunda fase de listón de martensita.
º Aceros refosforados.
º Aceros Bake Hardening.
Estos aceros se elaboran y se tratan para obtener un aumento significativo del limite de elasticidad en caso de tratamiento térmico a bajas temperaturas, en particular durante la cocción de la pintura.
º Aceros IF (Intersticial Free).
Estos aceros están pensados para obtener un excelente equilibrio entre la estampabilidad y la resistencia mecánica, gracias a la metalurgia especifica sin elementos intersticiales.
Among the most growing steels in use today are made of steel plates Bake Hardening whose most significant quality is to be easily stackable before receiving heat treatment modifies its elasticity. In these cases, a look assembled body and after received the coatings of electrocoating, is introduced into an oven at 180 ° C for drying, while the steel varies its molecular structure, thus obtaining increased yield strength. This increase reduces the thickness of the sheet and reduce the weight of the body, both as to obtain a greater resistance to deformation.
En estos vídeos se muestra perfectamente el avance en cuanto al nivel de absorción y deformación de los vehículos. Son dos coches con una diferencia en avances de unos 35 años.
El acero, es una aleación de hierro y carbono, donde el carbono no supera el 2.1% en peso de la composición de la aleación, alcanzando normalmente porcentajes entre 0.2% de carbono dan lugar a las fundiciones, aleaciones que al ser quebradizas y no poderse forjar a diferencia de los aceros se moldean.
El acero tiene como base la aleación hierro-carbono. El hierro es un metal, relativamente duro y tenaz, con temperatura de fusión de 1535 ºC y punto de ebullición 2740 ºC.
Clasificación del acero por su contenido de Carbono: - Aceros Extrasuaves: el contenido de carbono varia entre el 0.1 y el 0.2 % - Aceros suaves: El contenido de carbono esta entre el 0.2 y 0.3 %
- Aceros semisuaves: El contenido de carbono oscila entre 0.3 y el 0.4 %
- Aceros semiduros: El carbono esta presente entre 0.4 y 0.5 %
- Aceros duros: la presencia de carbono varia entre 0.5 y 0.6 %
- Aceros extraduros: El contenido de carbono que presentan esta entre el 0.6 y el 07 %
Clasificación de los aceros según su estado de utilización.
Aceros inoxidables.
Aceros inoxidables ferriticos.
Aceros inoxidables martensiticos.
Aceros inoxidables austeniticos.
Tratamientos térmicos
Es todo proceso de calentamiento y enfriamiento controlados al que se somete un metal con el propósito de variar alguna o algunas de sus propiedades.
Un tratamiento permite alterar notablemente las propiedades físicas. Sin embargo un tratamiento incorrectamente ejecutado, supondrá siempre un mayor perjuicio en mayor o menor grado.
Por ello deben conocerse los tratamientos térmicos, así como su correlación con las demás operaciones de fabricación. Tratamientos térmicos de preparación.
Se refiere a los procesos térmicos encaminados a preparar el material para la fabricación, entre lo que se encuentra la mejora de las características de mecanizabilidad, la reducción de las fuerzas de conformación y del consumo de la energía y la recuperación de la ductilidad para deformaciones.
Las posibilidades de los tratamientos térmicos son muchos, permitiendo que un mismo metal sea ablandado para facilitar su labra, y luego mediante otro proceso, dotarlo de un conjunto de propiedades completamente distintas al disponerlo para el servicio.
Tratamiento térmico de acero.
Este tipo de procesos consisten en el calentamiento y enfriamiento de un metal en su estado solido para cambiar sus propiedades físicas.
Con el tratamiento térmico adecuado se pueden reducir los esfuerzos internos, el tamaño del grano, incrementar la tenacidad o producir una superficie dura con un interior dúctil. La clave de los tratamientos térmicos consiste en la reacciones que se producen en el material, tanto en los aceros como en las aleaciones no férreas, y ocurren durante el proceso de calentamiento y enfriamiento de las piezas, con unas pautas o tiempos establecidos.
Para conocer a que temperatura debe elevarse el metal para que se reciba un tratamiento térmico es recomendable contar con el diagrama hierro-carbono.
En este tipo de diagramas se especifican las temperaturas en las que suceden los cambios de fase, dependiendo de los materiales diluidos. El hierro presenta tres estado alotrópicos a medida que se incrementa la temperatura:
- Hasta los 911ºC, el hierro ordinario, cristaliza en el sistema cúbico centrado en el cuerpo y se denomina ferrita. Es un metal dúctil y maleable, responsable de una buena forjabilidad de las aleaciones con bajo contenido en carbono y es ferromagnético hasta los 770ºC.
La ferrita puede disolver muy pocas cantidades de carbono.
- Entre 911ºC y 1400ºC cristaliza en el sistema cubico centrado en las caras y recibe el nombre de austentita. Dada su mayor compacidad la austentita se deforma con mayor facilidad y es para magnética.
- Entre 1400ºC y 1538ºC cristaliza de nuevo en el sistema cúbico centrado en el cuerpo y recibe la denominación de hierro alfa de red mayor por efecto de la temperatura.
- A mayor temperatura el hierro se encuentra en estado liquido. Si se añade carbono al hierro, sus átomos podrían situarse simplemente en los intersticios de la red cristalina de este ultimo; sin embargo en los aceros aparece combinado formando carburo de hierro, es decir, un compuesto químico definido, llamado cementita de modo que los aceros al carbono están formados realmente de ferrita y cementita.
Los tratamientos térmicos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo metales con mayores resistencias tanto al desgaste como a la tensión. Los principales tratamientos térmicos son:
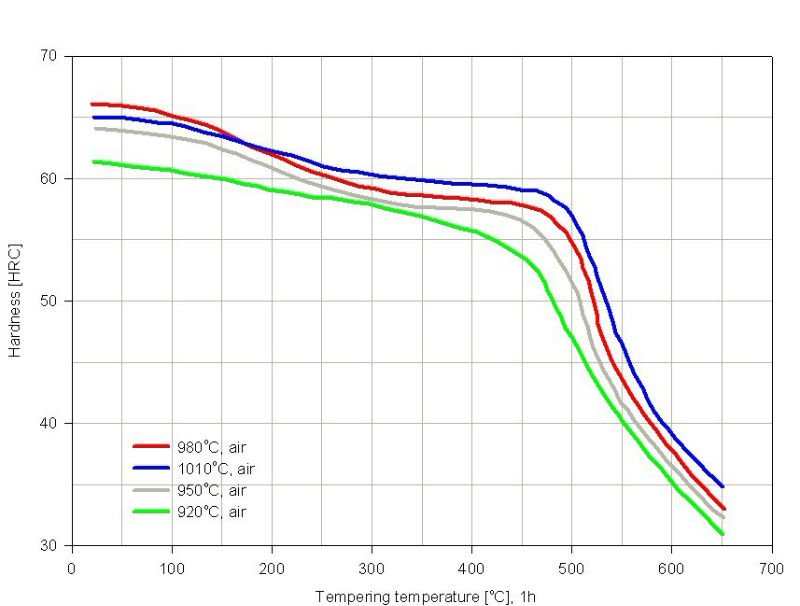
- Temple, su finalidad es aumentar la dureza y la resistencia del acero. Para ello se calienta el acero a una temperatura ligeramente mas elevada que la critica superior (entre 900 - 950ºC) y luego se enfría mas o menos rápido en un medio como agua, aceite etc.
- Revenido, solo se aplica a los aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentar la tenacidad. El revenido consigue disminuir la dureza y resistencia de los aceros templados, se eliminan las tensiones creadas en el temple y se mejora la tenacidad, dejando al acero con la dureza o resistencia deseada. Se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento.
- Recocido, consiste básicamente en un calentamiento hasta temperatura de austenitización (800-925ºC) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frió y las tensiones internas.
- Normalizado, tiene por objeto dejar un material en estado normal, es decir, ausencia de tensiones internas y con una distribución uniforme del carbono. Se suele emplear como tratamiento previo al temple y al revenido.
La práctica consiste en realizar la unión de dos pletinas a tope. Prepararemos 3 pletinas de 100X50Xe, siendo e al menos de 5mm. La soldadura se realizará en el lado largo primero sin realizar chaflán y después con chaflán a 45º hasta rebajar el espesor a la mitad. ( e/2)
El corte de las pletinas se realizará de manera que una de ellas se corten con sierra manual y posterior desbarbado con lima. La otras dos con corte y desbarbado con amoladora. El chaflán se realizará con amoladora y se repasará con lima. Realización:
º Cortaremos tres pletinas de 100x50, con un espesor de 5mm.
º En dos de ellas las haremos un chaflán.
º Luego después de haber limado los bordes con la amoladora, presentamos la pieza.
º Primero haremos las dos de chaflán, las enfrentamos, y dejamos una separación entre ellas de 2 mm, para que la soldadura cale en todo su espesor.
º Utilizamos un electrodo de 3 a 4 mm de diámetro con una intensidad de 100-150.
º Después unimos la siguiente pletina para hacer la soldadura a tope sin chaflán.
º Las unimos dejando un espacio entre ellas de 2mm.
Así es como queda la practica completa.
Conclusiones
Es difícil que la soldadura cale en toda la superficie de espesor de la pletina, así que las distancias entre ellas es muy importante si se quiere hacer una buena practica.
Riesgos de la practica
Con esta soldadura, se incrementa la intensidad lumínica y la proyección de material incandescente.
Esto produce deslumbramientos, quemaduras.
También genera gran volumen de gases de la combustión del revestimiento del electrodo, con lo cual es necesaria una perfecta ventilación.
Equipos
Mono de algodón o peto de cuero.
Guantes.
Botas de seguridad.
Mascara de soldar.
La práctica consiste en realizar el ajuste de la maquina de soldadura de hilo continuo para posteriormente realizar una unión de tres chapas de 200X50X0,8 en su lado largo mediante soldadura por punto tapón en una de ellas y por punto calado en la otra. En ambas se utilizará un solape escalonado. De esta forma las
chapas después de la unión quedaran a paño.
La soldadura en ambos laterales se realizará por el lado visto, es decir de manera que el escalonado quede oculto. Croquis de la practica.
Así debe de quedar la practica, la zona superior lisa, con las marcas de que la soldadura ha calado.
Realización de la practica.
º Cortamos tres chapas de 200x50 de 0.8 de espesor, con la cizalladora.
º Con la siguiente herramienta, hacemos el escalonado en dos de ellas y en una con esta misma herramienta, hacemos unos agujeros.
º Mediante abrazaderas, sujetamos las chapas, sin que haya espacio entre ellas, ya que si lo hay, perforaremos la chapa y no calará.
º Una vez bien situadas las chapas, soldamos en punto tapón, rellanando los agujeros recortados anteriormente.
º Ahora comenzamos con el punto calado, este es el mas difícil de realizar, ya que debemos de fundir las dos chapas en una. Soldamos durante 2 segundos mínimo para que cale el punto.
Conclusiones
No es una practica sencilla, ya que el punto calado es un tipo de punto que no es muy eficaz si no se hace bien y es difícil que cale si no hemos calibrado bien la maquina.
Riesgos de la practica.
Posibles perforaciones de la chapa y doblez de la misma.
Quemaduras por proyección de material incandescente.
Cansancio de la vista por la intensidad lumínica desprendida.
Equipos necesarios.
Mono o peto de cuero.
Guantes.
Botas de seguridad.
Mascara de soldar.
Realizamos dos uniones a tope de dos chapas de 100 X 50 X 0,8.
La primera de ellas a cordón discontinuo y la segunda mediante cordón continuo
por puntos.
º Realizamos el corte de las chapas mediante cizalla eléctrica o manual.
º Una vez cortadas las chapas, las colocamos bien, con unas abrazaderas.
º Para soldar estas dos pletinas primero calibramos el soldador, regulamos la salida de hilo y la intensidad, dependiendo de el tipo de aporte que queramos darle.
º El punteo continuo se ira dando de extremo a extremo, para equilibrar la temperatura de la chapa y evitar que se doble.
º La pletina de punteo discontinuo tiene una ventaja y es que no se doblara, como lo hara la de punteo continuo, por el reparto de calor.
Riesgos de la practica:
º Posible cortadura con la cizalladora.
º Alto nivel de ruido con la maquinaria. º Posibles quemaduras por proyección de materia incandescente.
Equipos necesarios:
Mono de algodón o peto de cuero.
Guantes.
Gafas.
Botas de seguridad. Mascara de soldar.
La práctica consiste en realizar el ajuste de la maquina de soldadura MIG/MAG para posteriormente realizar una unión de las dos chapas de la práctica de soldadura a Tope y colocarlos en ángulo de 90º.
Las dos pletinas de la practica anterior las uniremos en un ángulo de 90º mediante puntos continuos.
º Descripción de la practica:
º Primero, ajustamos la maquina MIG/MAG, la intensidad y la salida de hilo.
º Para unir estas dos pletinas correctamente es necesaria la utilización de una escuadra imantada, con la que podremos colocar con exactitud las chapas a 90º.
º Una vez escuadrado, nos fijamos que las dos chapas estén bien juntas, para evitar la perforación de la chapa.
º Damos dos puntos puntos de soldadura en cada extremo de la pletina, para poder retirar la escuadra y realizar los puntos sin obstáculos en la trayectoria.
º Finalmente así nos queda el punteo.
Riesgos de la practica:
º Posibles quemaduras, por el salto de metal fundido.
º Nivel de ruido alto al alcanzar los 80 db.
El conjunto de elementos que conforman el acristalamiento general del vehículo ha experimentado una gran evolución con el paso del tiempo, sobre todo en cuestión de prestaciones, diseño y material.
En la actualidad los fabricantes han apostado por el aumento de las superficies acristaladas. Por ello, proliferan los parabrisas inclinados, los techos acristalados panorámicos y las lunetas traseras con formas complejas y cada vez mas sofisticadas.
Un ejemplo de esto último es la luneta trasera del Citroën C6, en forma cóncava.
El Vidrio.
El vidrio es un producto industrial transparente que se obtiene a partir de la fusión de una mezcla compleja de materias primas.
Este se compone de diversos materiales:
º Sílice.
º Óxido de sodio.
º Óxido de potasio.
º Óxido de calcio.
º Óxidos metálicos.
Cada componente del vidrio desempeña una función diferente:
º Vitrificantes. Son elementos que se incorporan a la fusión para que el vidrio obtenido presente buena transparencia ultravioleta y soporte bruscos cambios de temperatura. El material vitrificante por excelencia es el sílice, que se introduce en forma de arena.
º Fundentes. Se utilizan para disminuir el punto de fusión del conjunto de minerales, ya que el sílice tiene un punto de fusión muy alto.
º Estabilizantes. Se emplean para que la mezcla de minerales se convierta en insoluble. Además, confieren al vidrio mayor resistencia.
Características del vidrio.
º Resistencia a la rotura.
º Comportamiento energético (en función de su color espesor etc.)
Formas del vidrio.
º Plana.
º Cilíndrica, con uno o varios radios de curvatura.
º Cónica.
º Esférica.
Por otro lado, las manufacturas a que son sometidos los vidrios del automóvil son:
º Parabrisas y lunetas: arista abatida o canto plano.
º Laterales: canto redondo.
Tipos de vidrios.
Templados: Se fabrican a partir de una lámina de vidrio a la que se somete a un proceso de templado, mediante el cual su superficie se comprime confiriéndole una elevada resistencia mecánica.
Este sistema evita las aristas cortantes en caso de ruptura.
Laminados; El vidrio laminado se fabrica a partir de dos láminas de vidrio, pegadas fuertemente a una lámina intermedia de material plástico PVB. que posee un gran nivel de elasticidad. Gracias a la lámina intermedia, este vidrio posee cierta capacidad para la absorción de impactos.
Los vidrios laminados para parabrisas pueden incorporar los siguientes elementos:
º Serigrafía, consiste en incorporar un circuito serigrafiado a la pieza de vidrio.
Existen dos tipos de circuitos serigrafiados, que se incorporan sobre el parabrisas o sobre la luneta trasera. Estos circuitos son:
- Térmicos.
- Antenas.
º Hilo térmico, consiste en una serigrafía incorporada al PVB, formada por una serie de hilos de tungsteno o níquel, de 10 o 30 micras de diámetro, lo que les hace prácticamente invisibles al ojo humano.
º Sensor de lluvia. Se trata de un dispositivo capaz de "leer" la cantidad de agua depositada en el parabrisas. Permite el funcionamiento automático para mantener la plena visibilidad a través del parabrisas.
º Sekuriflex. Se trata de una lámina de plástico que en caso de rotura del parabrisas, evita la entrada de proyecciones al interior.
º Embasse. Es un sistema que evita la acción de los rayos ultravioleta.
º Degradé. Se trata de una banda de color, que reduce las molestias de la luz directa durante la conducción.
Tipos de lunas según su montaje.
º Calzadas.
Este tipo de lunas, se fijan mediante una junta de contorno, cuyo perfil dispone de varias ranuras en las que se introducen: el cristal, la pestaña de la carrocería y el junquillo embellecedor.
Montaje de lunas calzadas
El procedimiento de montaje de lunas calzadas suele realizarse utilizando un tipo de útiles para el montaje de lunas calzadas, siguiendo el siguiente proceso :
Introducir la junta de contorno sobre el perímetro de la luna, aplicando un cordón de producto sellador, donde se requiera. También es recomendable pulverizador jabón para que la goma se introduzca mejor.
Colocar una cuerda de 4 mm de diámetro, sobre el interior de la ranura de fijación sobre la pestaña de la carrocería de tal forma que los extremos de la cuerda queden centrados sobre la parte inferior de la luna.
Mediante unas ventosas, situar la luna en el marco de la carrocería, centrándola sobre la pestaña de fijación.
Un vez bien posicionada la luna, ir tirando suavemente de de la cuerda para desalojarla de la ranura de la goma de contorno; con esta operación, se levanta el perfil de la junta, que se desliza que se desliza de esta manera sobre la pestaña del marco, quedando alojada en su interior. Al mismo tiempo, debe realizar una ligera presión sobre la zona donde se esta tirando de la cuerda para facilitar la entrada de la pestaña en el perfil.
Para asentar bien la junta de contorno sobre la pestaña, conviene aplicar unos golpes con un martillo de goma o con la palma de la mano sobre el perímetro de la luna.
Aplicar sellador sobre el lado de la goma que se fija sobre la carrocería y eliminar el exceso del mismo.
Pulverizar agua jabonada sobre la ranura de fijación del junquillo embellecedor. A continuación, introducir con un útil el embellecedor sobre su ranura.
Por ultimo realizar una prueba de estanqueidad.
º Pegadas.
Es un sistema de fijación de la luna sobre el marco de la carrocería, se realiza mediante la utilización de adhesivos de alta resistencia que se aplican entre el cristal y la pestaña de fijación.
Montaje de lunas pegadas.
Es recomendable abrir las ventanas laterales del vehículo, y proteger el capó y el tablero de mandos.
Preparar el material necesario:
º Equipo: pistola de aplicación, herramienta de corte, cuchillo térmico, etc.
º Productos: poliuretano de lunas, limpiador desendrasante, activador, etc.
º Útiles: ventosas, formones, espátulas, guantes, gafas protectoras, papel de celulosa limpio, etc.
Presentar la luna sobre su alojamiento en la carrocería, señalando su posición mediante tiras adhesivas.
Presentar adecuadamente la luna, en función del tipo y características de la misma:
º Lunas nuevas provistas de una junta o perfil premontado.
º Lunas nuevas provistas de imprimación.
º Lunas nuevas con serigrafía o recubiertas por extrusión RIM.
º Lunas de reposición.
Presentación de la superficie de la carrocería conviene limpiar perfectamente la superficie, para que la futura luna asiente bien.
Montar las tapajuntas o molduras de goma antes de la aplicación del adhesivo.
Cortar adecuadamente la boquilla de aplicación, en función de la geometría y altura correcta del cordón de adhesivo.
Aplicar el adhesivo de forma uniforme, sobre la superficie de la luna preferiblemente.
Colocar inmediatamente la luna, posicionándola adecuadamente. Para su inmovilización pueden utilizarse correas o cinca adhesiva.
Vídeo de como cambiar o reemplazar lunas.
A primera vista aparece un poco chapuza, pero lo hace bien.